关键词:钢构造;分块预制;大型无索区斜支架;
作者简介:代全凤(1978—),女,高等工程师,从事公路工程施工事情。;

钢构造在房屋建筑、桥梁工程等方面得到广泛运用。钢构造施工过程中,常日采取散拼法,该方法作业面小,且多处于高空作业,缺少安全性与技能性。基于此,根据无索区斜支架构造设计特点将钢构造分为多少块,在预制园地内同时进行预制加工,加工完成后利用运输车运至施工现场,然后用起重设备将块件由下到上进行吊装拼接。采取此类分块预制的方法进行现场吊装拼接,极大地缩短了施工工期,降落了施工风险,提高了施工质量。
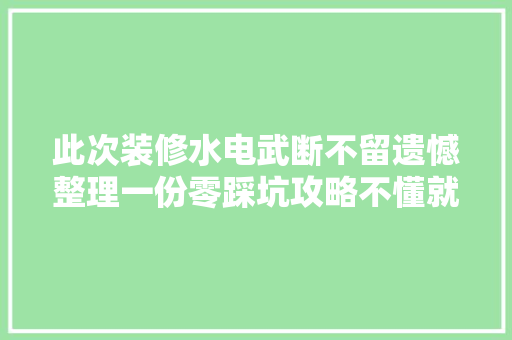
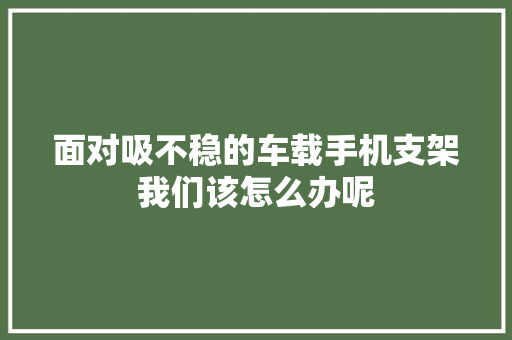
1 工程概况某高速公路大桥施工所处位置水面开阔,地理环境繁芜。总体桥型支配为:(22×25m)连续T梁+(12×40m)连续T梁+(181.95m+450m+181.95m)双塔斜拉桥。该大桥无索区钢箱梁施工过程中,运用了钢构造支架进行搭设安装,取得了良好的社会效益及经济效益,经总结形成该施工技能,该双塔斜拉桥整体及侧视Midas civil模型见图1。
2 施工技能特点将无索区钢箱梁斜支架分成多少块件进行预制加工,具有加工精度高、焊接质量好、施工效率高的特点,无索区钢箱梁斜支架预制加工应符合《钢构造设计标准》(GB 50017—2017)的干系规定;预制拼装施工加工大略、安装方便、施工机器化程度高,战胜了大型无索区斜支架超高、超大、超斜等施工难点;采取场外预制,现场吊装拼装的施工方法,实现预制加工与吊装拼装同步进行,将钢架构高空焊接作业面转移至预制加工场地,大幅降落了施工安全风险。
图1 双塔斜拉桥整体及侧视Midas civil模型 下载原图
3 工艺操作要点3.1 施工准备阶段根据施工内容做年夜大好人、机、料等资源配备,并落实三级交底制度,将施工内容、方法、安全方法等传达至每位施工职员。
该施工技能采取的材料数量、紧张机器设备如表1及表2所示:
表1 紧张材料表 下载原图
表2 紧张机器设备 下载原图
3.2 胎架制作
胎架制作施工步骤:清理、整平、压实加工场地→丈量放样→搭设制作胎架→验收。
(1)施工工艺:根据无索区支架构造形式、钢管桩直径、长度、钢管桩与钢管桩之间的间隔制作胎架,胎架严格掌握水平度、平行度等,担保后期支架加工的精度。
(2)施工要点掌握:对加工场地进行整平压实,压实度达到90%并进行硬化处理,防止无索区支架制作过程中因荷载变革发生地基沉降,导致胎架变形,影响加工精度。
(3)胎架制作质量掌握:担保胎架的适用性、坚固性、稳定性、安全性、节约性。
3.3 支架分块预制无索区钢箱梁斜支架设置在索塔两侧,由ϕ630钢管+剪刀撑、水平联系+纵梁+横梁+贝雷片+分配梁+轨道组合而成。
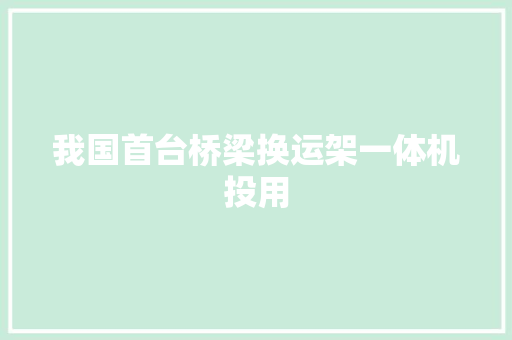
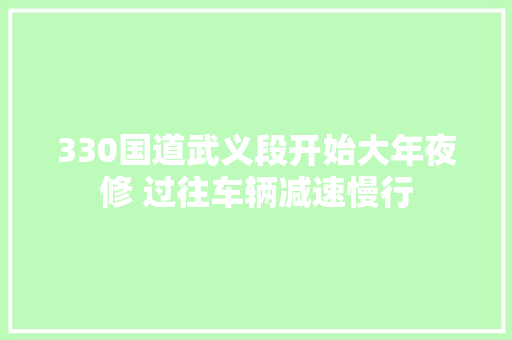
为便于支架安装施工,将支架分为16块,Z1-1~Z1-4、Z2-1~Z2-4。分块如图2所示。边跨侧为B1-1~B1-4、B2-1~B2-4。
(1)施工工艺:分块预制施工时,根据设计布局对钢管桩、平联、剪刀撑精确下料并加工成单元件。利用起重设备将单元件吊装至胎架上进行焊接施工。先焊接钢管桩,然后在钢管桩上放出平联、剪刀撑位置,将块件的四根钢管桩连接成整体。
图2 支架分块施工图 下载原图
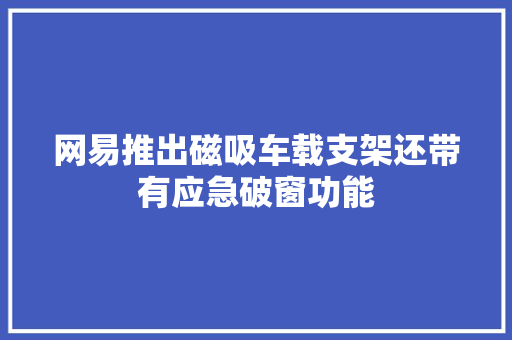
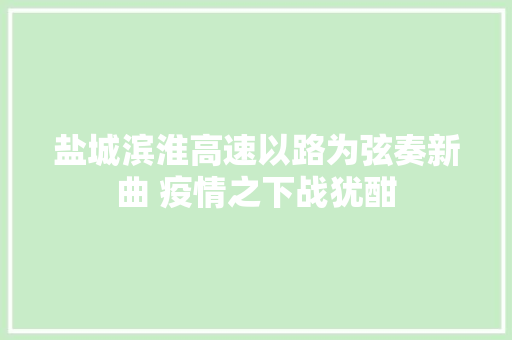
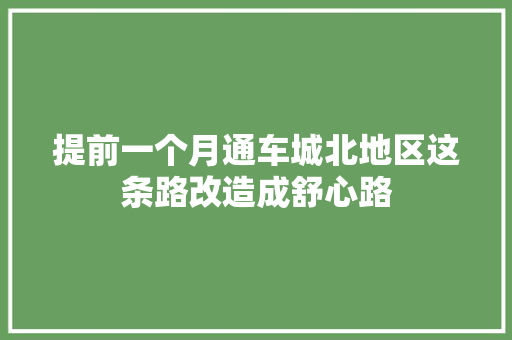
(2)施工要点掌握:①钢管桩加工前,需对钢管桩垂直度进行检测,确保垂直度达到1/1000;②成材管桩一样平常为12m一节,常日须要进行接长处理;③管桩接头采取坡口焊满焊,焊缝饱满,且每一接头外需贴焊6块δ12mm钢板进行节点补强(钢管桩接头连接如图3所示);④管桩加工完成后,需对管桩进行编号做好标记以便组装。
(3)平联端部切割成立体曲率孔口,以便与管桩圆曲面紧密连接,剪刀撑端部根据设计图加工成斜截面,且进行焊接前应在节点处设置40×60cmδ12mm节点板,增加节点的焊接面积,担保连接强度。且连接处焊缝因无夹杂、气孔、焊瘤、未熔透、未焊透等质量毛病,焊接质量应符合规范哀求,钢管桩节点连接如图3所示。
图3 钢管桩接头连接图 下载原图
图3 钢管桩节点连接图 下载原图
3.4 预埋件施工施工工艺:(1)支架预埋件设计为底部根本预埋件及顶部索塔下横梁侧面预埋件;(2)底部根本预埋件位于索塔承台上,预埋管桩顶部露出条形根本50cm;(3)顶部索塔下横梁侧面预埋件每侧设置10块预埋板,与块件顶部纵梁相连,提高无索区支架安装过程中的稳定性。
施工要点掌握:(1)无索区支架底部根本预埋件施工前,在条形根本范围内需进行凿毛处理,安装完条形根本后,对预埋钢管桩进行精确定位,并将管桩与索塔承台内预埋钢筋焊接稳定;(2)条形根本浇筑前,需打消凿毛区域内混凝土杂物,担保条形根本与承台顶面的黏结度;(3)无索区支架顶部预埋件采取预埋钢板加锚筋办法,将钢板与锚筋焊接成一个整体进行预埋,钢板与锚筋采取穿孔塞焊并加5mm贴脚满焊,预埋件加工完成后需对预埋件尺寸、加工质量进行检讨验收;(4)预埋件位置需进行精确定位,许可偏差不超过5mm。
3.5 无索区支架整体拼装施工步骤:复测预埋件→安装无索区支架底节块→安装底节块联系→安装无索区支架顶节块→安装顶节块联系;施工工艺:采取50t汽车吊对无索区支架块件进行拼装,拼装自下而上进行,先吊装底节,后吊装顶节。施工过程如下:
(1)先将无索区支架边跨侧底节块吊至施工位置,调度支架节块位置,将钢管桩底部与支架根本对接并进行临时固定。采取靠尺及全站仪对块件位置进行丈量定位,定位完成后进行焊接,焊口采取坡口焊,每一接头外贴焊6块δ12mm加强钢板。吊装中跨侧底节块件,并将两侧支架的纵联焊接,使支架对拉,担保支架拼装的稳定性。
(2)采取上述同样的方法安装剩余支架底节块并焊接块件之间横梁、剪刀撑,使底节形成整体。
(3)吊装顶节支架块,调度块件位置,使钢管桩底部与底节钢管桩对接并进行临时固定,丈量顶节块件顶部标高平面位置并进行调度,调度至设计位置后,焊接钢管桩对接接口,焊口同样采取坡口焊,每一接头外贴焊6块δ12mm加强钢板。焊接完成后,根据实际情形下料下横梁连接撑杆,将支架顶节与下横梁连接。
(4)施工掌握要点:①无索区支架吊装前,应对预埋件位置进行复测,确保无误后开始拼装,拼装时,先拼装靠近索塔的内侧块件,需对称拼装;②采取纵联连接时,应根据现场情形进行下料,纵联端部截面应与轴线垂直,且需根据钢管桩直径加工成曲面,以便与钢管桩紧贴;③块件与块件之间的联系采取先连接平联再连接剪刀撑的办法进行,进行焊接前,应在节点处设置40×60cmδ12mm节点板,增加节点的焊接面积,担保连接强度。且连接处焊缝因无夹杂、气孔、焊瘤、未熔透、未焊透等质量毛病,焊接质量符合干系规范哀求;④安装顶节块件时,应对底节顶部连接部位进行复测,确认无误后开始拼装顶节块件,顶节块件拼接要点与底节块件相同;
(5)块件拼接完成后,复测支架钢管桩顶面标高、平面位置,并对支架节点、对接焊缝进行逐个检讨验收,应依据《钢构造工程施工质量验收标准》(GB5025—2020)的干系规定进行验收。
4 效益剖析社会效益:该技能成功办理了大型无索区斜支架散拼施工周期长、安全风险高、施工质量难以担保等问题,降落了施工难度,缩短了施工工期,节约了施工本钱,为钢构造安装施工供应了更好的技能支持。
经济效益:以该高速公路大桥主桥无索区钢箱梁斜支架施工为例,与传统现场施工的方法比较,采取该施工技能战胜了大型无索区斜支架超高、超大、超斜等施工难点。采取场外预制,现场拼装的施工办法,实现施工同步,节省施工工期1个月,节省了施工本钱约255万元。
5 结语该大桥主桥35#墩无索区支架施工中,成功运用了大型无索区钢箱梁斜支架安装施工技能,安全、高效地完成了无索区支架施工,施工过程中,所有焊接质量均知足《钢构造焊接规范》(GB 50661—2011)的干系规定。从运用情形来看,该施工技能的成功运用,大幅度提高了施工效率,节约了施工本钱,降落了安全风险,取得了良好的社会效益与经济效益。
参考文献[1] 刘伟军,邓飞凡.斜拉桥大型无索区斜支架安装工艺研究[J].中外建筑,2020(3):182-184;
[2] 窦文利.现浇箱梁支架搭举动步伐工工艺研究[J].交通天下,2020(31):116-117.
[3] 伸开国.跨路现浇箱梁支架搭设质量安全掌握[J].建材与装饰,2016(47):249-250.
[4] 张成雷.基于挂篮和钢管支架构造的钢箱梁混凝土结合段施工技能[J].工程机器与维修,2022(2)170-172.
[5] 施洲,姜兴洪,崇高,等.高铁大跨度稠浊梁斜拉桥钢-混结合段受力特性剖析[J].桥梁培植,2021(2):62-70.
[6] 李方峰,黄晓剑,涂满明.新建安九铁路鳊鱼洲长江大桥5号墩根本施工防护技能[J].天下桥梁,2020(1):41-46.
声明:我们尊重原创,也看重分享。有部分内容来自互联网,版权归原作者所有,仅供学习参考之用,禁止用于商业用场,如无意中陵犯了哪个媒体、公司、企业或个人等的知识产权,请联系删除(邮箱:glyhzx@126.com),另本头条号推送内容仅代表作者不雅观点,与头条号运营方无关,内容真伪请读者自行鉴别,本头条号不承担当何任务。