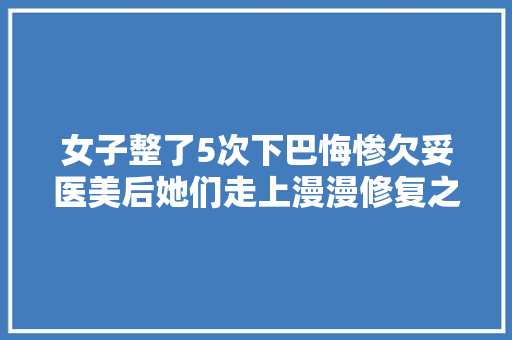
某车型侧围外板D柱构造如图1所示,材质为BUFD,料厚为0.65 mm。为了知足焊接、涂装、内部零件重叠量等哀求,将D柱的负翻边面长度设计为32.4 mm,其工艺支配:①OP10拉深;②OP20修边+侧修边+冲孔+整形;③OP30修边+整形+侧整形+正翻边+侧翻边;④修边+侧修边+冲孔+侧冲孔+侧整形,如图2所示。
图1 某车型侧围外板D柱

图2 某车型侧围外板工艺支配
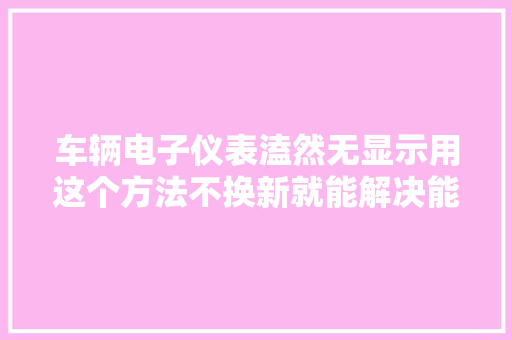
图3所示为CAE剖析结果状态,在同步工程设计阶段,通过软件仿照剖析创造,饰板安装面过渡急剧,D柱尖点在拉深状态时减薄已经超出剖析值,后工序侧整形时开裂达到最大化,工艺优化已无法办理。饰板安装面由于尖点以及高低落差的缘故原由,过渡急剧位置翻边长度过长,在侧整形过程发生鼓起征象,导致拐角聚料,侧整形到底后起皱无法肃清。
图3 某车型D柱饰板搭接位置剖析结果
通过以上剖析可见,D柱拐角叠料是翻边面过长导致,零件经电泳涂装后毛病会放大,行李厢打开后清晰可见,影响用户体验,属于不可接管的表面质量毛病。
2开裂和起皱的缘故原由剖析
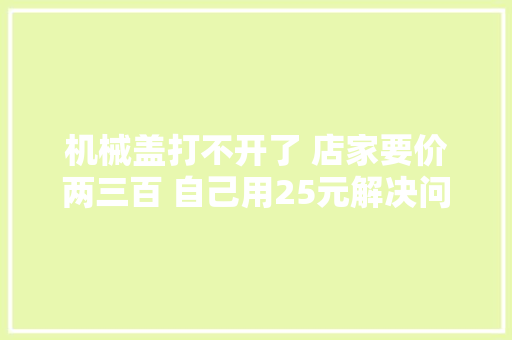
冲压开裂是夹角过小造成,如图4所示,比拟夹角51°和129°的尖点,51°夹角的尖点在拉深时就已开裂,纵然在拉深阶段进行球化处理,将减薄率降至CAE标准哀求以内,后工序整形也无法避免开裂,而129°的尖点减薄知足成形性哀求。
图4 饰板过渡区域尖点夹角
翻边面拐角处过渡如图5所示,尖点位置过渡急剧,左边尖点过渡段长8 mm,右边尖点过渡段长6 mm,OP40把OP30正翻边急剧过渡状态侧整形成数模的平正状态,由于整形量大,板料在整形过程是离空状态,造成尖点位置聚料以及侧壁面起皱。侧整形角度和翻边状态如图6所示。
图5 饰板与A面间过渡
图6 饰板搭接面翻边
3开裂和起皱的办理方法
由于D柱翻边构造不可变动,在担保零件A面(外不雅观面)质量和尺寸精度的条件下,办理开裂问题,尽可能改进起皱程度。通过上述剖析可知,D柱整形起皱和尖点开裂是由于零件构造造成,即尖点过于尖锐,翻边长度过长,拐角过渡急剧。若要改进该问题,在知足零件搭接关系条件下适当优化零件构造,紧张优化方案有3个:①优化零件构造,饰板凹特色深度优化至3 mm以内,尖点球化,且开设工艺缺口;②增加1道工序,单独整形该区域;③侧整形模采取夹料翻边。
3.1 优化零件构造
零件构造优化如图7所示,数模尖点位置倒圆角,凹特色降至3 mm以内,通过开工艺缺口肃清叠料。
图7 零件变动及搭接
CAE剖析结果如图8所示,开裂与起皱问题得到办理,但工艺缺口变动影响D柱法兰焊接间隔,脱焊风险较高,同时增加D柱位置洞口导致无法涂胶,该方案评估不通过。
图8 D柱CAE剖析结果
3.2 增加工序
D柱及上边梁工艺支配如图9所示,D柱在OP30由正整形改为侧整形,OP40再侧整形至零件状态。由于OP30上边梁有侧整形内容,与D柱侧整形干涉,侧围外板工艺只能增加1道工序,即4工序变动成5工序,模具开拓本钱增加。其事情事理:D柱通过采取2次侧整形的工艺,减少长翻边的离空量,办理起皱问题。
图9 侧围外板4工序与5工序工艺比拟
D柱侧整形分为2道工序,整形剖析结果如图10所示,整形状态较好,开裂与起皱得到办理;工艺增加1道工序,但须要增加2副模具(旁边件各1副),模具开拓本钱增加,同时现场须要增加模具的存放空间,增加了生产工位,生产节拍受影响,提高了制造本钱,此方案不推举利用。
图10 侧围外板5工序整形剖析结果
3.3 夹料翻边工艺
由于零件造型变革突兀、翻边触料不一致,整形过程中导致翻边面局部鼓起,成形到底后板料不能被撑开,造成拐角位置起皱。夹料翻边是在凸模外侧增加活动压料装置,在翻边镶件与压料装置夹紧状态下成形,板料流动得到掌握,使翻边面处于绷紧状态,翻边过程不会叠料,起皱得到办理。
夹料翻边采取双压料芯设计,一个是常规的板料上压料芯,浸染力较大,担保外不雅观面固定不移动;另一个是在翻边面下增加下压料芯,可掌握压料力,担保翻边面流料均匀,使翻边面绷紧而办理拐角高低起伏的起皱问题,夹料翻边事情流程如图11所示。
图11 夹料翻边事情流程
采取夹料翻边会增加尖点位置拉扯力,尖点突兀处随意马虎开裂。同步工程阶段在知足搭接的条件下,将零件优化至最佳状态,减少开裂与起皱风险,即数模尖点位置倒圆角;D柱造型分缝与饰板安装面边界间隔掌握在2 mm以内,如图12(a)所示;饰板安装面与外不雅观面高低落差降至3 mm以内,如图12(b)所示。
零件翻边区域由单侧受力变成高下两侧加压受力,翻边力加大,且翻边力可控,通过调度翻边压料区域的氮气弹簧浸染力来知足内外侧及周围区域的翻边力分布。通过掌握翻边面的材料流动,办理了翻边整形时翻边面窜动导致的起皱问题,采取夹料翻边减薄率最大值为22.7%,知足成形性哀求,如图13(a)所示;起皱值最大为0.058 mm,知足起皱指标哀求,如图13(b)所示。
图12 零件变动
图13 夹料翻边剖析结果
3.4 侧夹料翻边构造设计
侧夹料翻边构造如图14所示,在冲压机台向下运动过程中,夹料活动机构在氮气弹簧的浸染下,先与侧整形刀块闭合,随着机台连续向下运动,侧夹料活动机构与侧整形刀块沿着侧整形方向将零件负翻边整形到位;上模机台向上运动开模时,侧夹料活动机构与活动块沿滑块运动方向后移,实现样件取出。
图14 侧夹料翻边构造
1.固定凸模 2.活动块 3.氮气弹簧 4.侧夹料活动机构 5.侧整形刀块
综上所述,3种工艺均可以办理侧围外板D柱饰板过渡侧翻边面起皱的问题。方案1增加零件工艺缺口会影响零件功能哀求,即脱胶、脱焊和产品搭接位置“漏洞”问题,尾门开启可见,影响客户的用车体验。方案2侧围外板成形工序由4道变为5道,饰板过渡区采纳二次侧整形工艺,模具开拓本钱和生产本钱增加,超出项目预算。方案3工序数不变,工艺采取夹料翻边方案,办理饰板过渡区域起皱问题,且知足零件功能匹配需求,以较低的本钱办理了侧围外板的开裂起皱问题。采取方案3生产的实物如图15所示,整体侧整形状态较好,零件合格率达到96%。
图15 零件实物
▍原文作者:谭必丁1唐历1林其锋1王丽珠2
▍作者单位: 1. 湖南湖大艾盛汽车开拓有限公司 柳州分公司; 2. 上汽通用五菱汽车株式会社